 手机版
手机版 化工仪器网手机版
化工仪器网手机版
 化工仪器网小程序
化工仪器网小程序
 官方微信
官方微信 公众号:chem17
公众号:chem17
 扫码关注视频号
扫码关注视频号

为什么CMP Slurry要测LPC?——CMP浆料LPC大颗粒计数与PSD尾端风险控制
导语:CMP浆料质量控制不能只看平均粒径
在CMP浆料质量控制中,D50、D90、PDI、Zeta电位和固含量等指标能够反映主体颗粒体系的状态,但它们并不能充分描述粒径分布尾端的低丰度大颗粒风险。
这些尾端大颗粒、团聚体、凝胶颗粒或过程污染颗粒,数量占比可能很低,却可能与晶圆划伤、凹坑、缺陷水平升高、片内均匀性异常以及抛光去除行为变化相关。因此,LPC大颗粒计数应被看作CMP浆料质量控制中的一个独立风险指标,而不是平均粒径数据的附属信息。

一、LPC是什么:PSD尾端的大颗粒风险指标
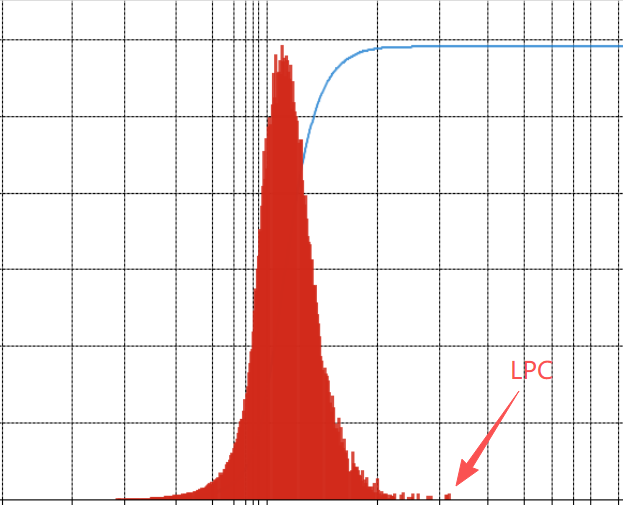
LPC,即大颗粒计数,关注的是粒径分布尾端的低丰度大颗粒事件。它不是在回答“这批浆料平均粒径是多少”,而是在回答“这批浆料中,有多少个超过特定粒径阈值、可能带来缺陷风险的大颗粒”。
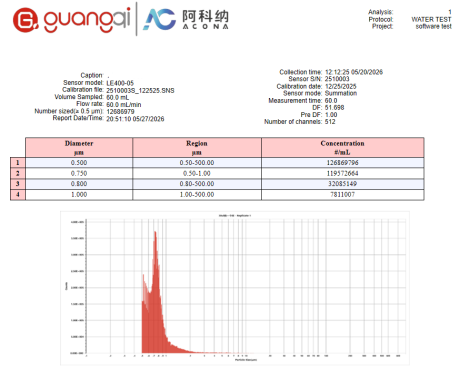
在实际应用中,LPC通常以某一粒径阈值以上的颗粒数量浓度表示,例如 >0.5 µm、>0.8 µm、>1.0 µm,或根据工艺窗口设定其他阈值。其结果形式通常不是D50或D90,而是#/mL、#/g浆料、某一阈值以上的累积颗粒数,或不同粒径区间内的颗粒数量分布。
换句话说,主体粒径指标反映的是“多数颗粒在哪里”,而LPC反映的是“少数风险颗粒有没有、有没有变多、集中在哪些粒径区间”。
二、为什么要测LPC:划伤、缺陷、均匀性和去除行为
在CMP过程中,浆料颗粒处在抛光垫–晶圆–浆料接触界面中。主体纳米颗粒参与正常材料去除,而少量位于PSD尾端的大颗粒、硬团聚体或外来污染颗粒,可能在局部形成更高接触应力,从而诱发微划痕、凹坑、表面损伤或缺陷水平波动。
公开研究和行业资料均显示,CMP浆料中PSD尾端大颗粒数量与晶圆表面划痕、缺陷和工艺稳定性存在关联。特别是超过一定粒径阈值的大颗粒,更容易成为形成局部损伤的风险来源。
此外,PSD尾端大颗粒也可能影响材料去除率和片内均匀性,因此LPC更适合作为CMP浆料PSD尾端风险指标,而不是传统粒径分布中的附属信息。
三、大颗粒从哪里来:不是只来自浆料生产环节
CMP浆料中的大颗粒并不一定只来自出厂批次。它也可能在储存、运输、混配、循环输送、过滤和POU端使用过程中逐步形成。因此,LPC不是静态指标,而是会随着时间、环境和供液路径变化的动态风险。
3.1 原始浆料中的异常颗粒
CMP浆料通常由纳米级磨料颗粒、化学添加剂、pH调节组分、氧化剂、络合剂和表面活性剂等共同构成。理想情况下,磨料颗粒应保持较窄的主体粒径分布和良好分散稳定性;但实际体系中仍可能存在少量未充分分散的大颗粒、聚集体、团聚体、凝胶结构或外来污染颗粒。
这些异常颗粒不同于目标工作颗粒,往往位于PSD尾端,可能成为LPC风险来源。
3.2 储存和运输过程中的团聚
浆料从生产到实际使用,通常要经历包装、运输、仓储、静置、滚动、搅拌和上线前再分散等环节。在这些过程中,温度变化、长时间静置、沉降、再分散不足、pH或离子环境变化,都可能改变颗粒间相互作用,使原本稳定的纳米颗粒体系出现团聚或LPC上升。
因此,即使浆料出厂时主体粒径和LPC处于可接受水平,后续储存和运输条件仍可能改变PSD尾端状态。LPC检测不应只用于出厂检测,也应进入储存稳定性评价、上线前复核和使用前状态确认。
3.3 供液系统中的二次污染
在晶圆厂实际使用中,CMP浆料通常经过日用槽、循环供液回路、过滤器和POU端等多个节点。每个节点都可能改变浆料状态:例如循环、局部停滞、过滤器截留与释放、管路内壁沉积、泵阀接头引入颗粒,或停机后局部干涸物剥落,都可能使PSD尾端发生变化。
所以,同一批浆料在不同位置的LPC可能并不相同。原包装或日用槽样品反映上线前状态,循环供液回路样品反映输送后的状态,过滤前后样品反映过滤器对PSD尾端的实际作用,POU端样品更接近进入CMP设备前的真实状态。
3.4 混配、循环、剪切、空化和化学环境变化
混配、稀释、循环输送、过滤、停机和重新启用等环节,不只是物流过程,也可能改变颗粒间相互作用或供液系统中的流体状态。高剪切、pH冲击、泵阀接头相互作用、局部空化、氧化剂分解产生气泡等因素,都可能促使大颗粒形成或释放。
因此,当LPC异常升高时,不应只追溯浆料供应商批次,还应检查混配剪切、循环时间、泵型、空化条件、pH或添加剂变化、氧化剂分解、停机后重新启用以及日用槽状态。
3.5 抛光垫碎片与过程污染
CMP过程本身也会引入颗粒污染。抛光垫磨损、抛光垫修整、晶圆表面材料去除和副产物生成,都可能使非浆料本体来源的颗粒进入体系。
这意味着,LPC异常不一定都由浆料生产端造成,也可能来自抛光过程和供液系统。对于实际用户而言,更重要的是建立节点化采样和过程追溯逻辑,而不是只看来料桶样品。
四、LPC应该怎么控制:从来料到POU端
4.1 来料检验:判断批次间PSD尾端差异
来料检验是LPC控制的第一道关口。建议固定样品批号、检测日期、取样位置、混匀方式、粒径阈值、检测体积、重复次数和数据单位等信息。
LPC结果可以按照内部关注阈值输出,例如 >0.5 µm、>0.8 µm或 >1.0 µm以上颗粒数。不要只看单次结果,更应建立批间趋势和内部控制限。
4.2 储存稳定性评价:判断储存和再分散后的LPC变化
储存稳定性评价的重点,是判断CMP浆料经过运输、静置、温度变化、滚动或再分散后,PSD尾端大颗粒是否增加。
建议对同一批浆料在不同储存时间、温度或再分散条件下取样,并在相同检测条件下比较LPC变化。如果储存后尾端大颗粒数量明显增加,即使主体平均粒径变化不明显,也应提示PSD尾端风险可能升高。
4.3 过滤效果验证:不要只看标称孔径
过滤是控制CMP浆料大颗粒风险的重要手段,但过滤效果不能只依赖过滤器标称孔径或供应商参数判断。过滤等级、标称孔径不应被简单理解为理想筛网式的绝对粒径截断。
真实浆料中的颗粒形貌、团聚状态、固含量、流速、过滤器寿命和供液节点都会影响实际截留效果。因此,过滤验证应比较过滤前后LPC变化,而不是简单假设“大于标称孔径的颗粒都会被都去除”。
同时,过滤器评价也不能只依赖标准微球测试。真实CMP浆料具有高固含、复杂颗粒形貌和化学环境,标准微球的截留结果并不一定代表真实浆料颗粒的过滤表现。更有意义的验证方式,是在真实浆料条件下比较过滤前后LPC变化。
4.4 POU端监控与异常追溯
CMP浆料从原包装到进入CMP设备前,通常经过日用槽、循环供液回路、过滤前、过滤后和POU端等多个节点。节点化采样可以帮助判断大颗粒风险是在来料中已经存在,还是在储存、循环、过滤或POU端逐步形成。
采样节点 | 检测目的 |
原包装桶 / tote | 判断供应商来料状态 |
日用槽 | 判断上线前混配、储存和再分散状态 |
过滤前采样点 | 判断进入过滤器前的大颗粒负荷 |
过滤后采样点 | 判断过滤器实际去除效果 |
循环供液回路 | 判断循环输送过程是否引入或释放颗粒 |
POU端 | 判断真正进入CMP设备前的浆料状态 |
当晶圆出现划伤、凹坑、缺陷密度升高或片内均匀性异常时,LPC可以作为浆料侧证据,与晶圆缺陷分布图、浆料批号、过滤器使用寿命、POU端采样点、设备维护记录和工艺参数进行联动分析。
五、检测方法比较:不同方法回答不同问题
CMP浆料的颗粒表征方法很多,但不同方法看到的并不是同一种“PSD”。有些方法适合看主体颗粒,有些适合看形貌,有些适合看整体分布趋势,而LPC关注的是PSD尾端低丰度大颗粒的数量浓度。
方法 | 主要输出 | 适合回答的问题 | 对LPC的适用性 |
动态光散射 DLS | Z平均粒径、PDI、强度加权粒径分布 | 主体纳米颗粒是否稳定?是否出现明显团聚趋势? | 不适合直接输出#/mL,对低丰度尾端大颗粒不敏感 |
激光衍射法 LD | 体积分布曲线、D10/D50/D90、Span | 主体分布是否粗化?是否出现可见粗颗粒趋势? | 可观察粗颗粒趋势,但不能替代LPC数量浓度 |
扫描电子显微镜 SEM | 颗粒形貌图、局部团聚图 | 颗粒长什么样?是否存在团聚或污染颗粒? | 统计量和测样效率有限,不适合日常LPC数量浓度检测 |
单颗粒光学传感 SPOS | 粒径分级、#/mL、阈值以上颗粒数、粒径区间内颗粒数 | >0.5 µm、>0.8 µm、>1.0 µm的大颗粒到底有多少? | 适合日常LPC数量浓度检测 |
DLS和激光衍射法都属于基于颗粒群体光学响应的粒径表征方法,但两者信号机制和输出加权方式不同。DLS更适合评价主体纳米颗粒的分散状态;激光衍射法更适合观察整体PSD和体积加权的粗颗粒趋势。
SEM可以直接观察颗粒形貌和局部团聚结构,适合异常颗粒来源分析,但制样、成像和统计效率有限,难以作为日常LPC数量浓度检测方法。
SPOS的关键差异在于逐颗粒检测。它不是从整体分布反推结果,而是记录每个颗粒通过检测区时的信号,并输出粒径分级和数量统计。因此,它更适合回答“某一阈值以上的大颗粒到底有多少个/mL”。
六、Acona系列在CMP浆料LPC检测中的应用特点
Acona系列液体颗粒检测仪器的产品定位,是围绕“低丰度大颗粒数量统计”场景展开。对于CMP浆料应用,重点不在于替代所有粒径表征方法,而是提供面向PSD尾端风险的数量化检测能力。

6.1 阈值化LPC输出:把尾端风险转化为可比较数据
Acona系列可将单颗粒检测结果转化为粒径分级数据和阈值化LPC结果,支持按特定粒径阈值或粒径区间输出颗粒数量浓度。
对于CMP浆料,可根据工艺需求统计 >0.5 µm、>0.8 µm、>1.0 µm等阈值以上的大颗粒数量,使LPC结果从“看一张分布图”转化为可记录、可比较、可追溯的质量控制数据。
6.2 高浓度体系:自动稀释与原液浓度还原
CMP浆料通常固含量高、主体颗粒浓度高,直接进行单颗粒计数时容易出现颗粒重合和计数偏差。Acona 7000 APS系列可通过自动稀释,将高浓度样品调整至适合单颗粒检测的计数范围,并根据稀释倍数还原原始样品浓度。
相比人工逐级稀释,自动稀释有助于减少操作差异,提高批间比较、过滤验证和POU节点检测中的数据一致性。
6.3 尾部大颗粒识别:提高低丰度事件的检测敏感度
LPC本质上属于粒径分布尾部事件,数量占比低但风险高。传统光散射类方法对这类低丰度尾端扰动的敏感性有限,未必能稳定反映少量大颗粒变化。
Acona系列基于单颗粒检测机制,对每一个通过检测区的颗粒进行独立识别,可直接反映尾部大颗粒的数量水平,更适用于CMP浆料中LPC的定量分析。
6.4 从实验室到POU端:多点检测体系
实验室端的Acona APS系统可用于来料检验、储存稳定性评价、过滤验证和异常排查;在线端的Acona LE Mini可部署于储液罐、过滤前后、浆料配送系统及POU端等关键节点,用于连续观察颗粒浓度及LPC变化趋势。
通过多点数据对比,可以辅助识别污染来源和过滤效率变化,支撑工艺优化与异常追溯。

6.5 数据可靠性与检测效率
LPC属于低丰度事件统计,结果容易受到取样、稀释、检测体积和重复次数影响。Acona系统可通过标准颗粒标定、重复性验证和数据统计分析方法,帮助建立统一的数据评价体系,使不同批次、不同工艺条件下的数据更具可比性。
对于原始浓度较高的CMP浆料,系统可通过自动稀释和浓度还原,在较短时间内完成LPC筛查。该能力使其可作为LPC问题的前端筛查工具,对异常大颗粒进行快速识别,并结合SEM等手段开展后续定性分析。
七、结语:从主体PSD控制延伸到尾端风险控制
CMP浆料中的LPC虽然数量占比低,但可能影响晶圆表面缺陷、抛光均匀性和最终良率。随着先进制程对缺陷控制要求提高,LPC检测不应只停留在来料质量确认,而应延伸到储存稳定性、过滤验证、POU端监控和异常追溯。
DLS、激光衍射法和SEM分别适合主体粒径、整体PSD趋势和形貌确认;而SPOS/单颗粒光学计数更适合统计PSD尾端低丰度大颗粒数量。对于CMP浆料质量控制而言,更有效的方式不是依赖单一方法,而是把LPC与浆料批次、储存条件、过滤状态、供液节点和晶圆结果联动起来,形成可比较、可追溯、可优化的PSD尾端风险控制体系。
免责声明
- 凡本网注明“来源:化工仪器网”的所有作品,均为浙江兴旺宝明通网络有限公司-化工仪器网合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其他方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:化工仪器网”。违反上述声明者,本网将追究其相关法律责任。
- 本网转载并注明自其他来源(非化工仪器网)的作品,目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
 最新产品
最新产品









 采购中心
采购中心
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}